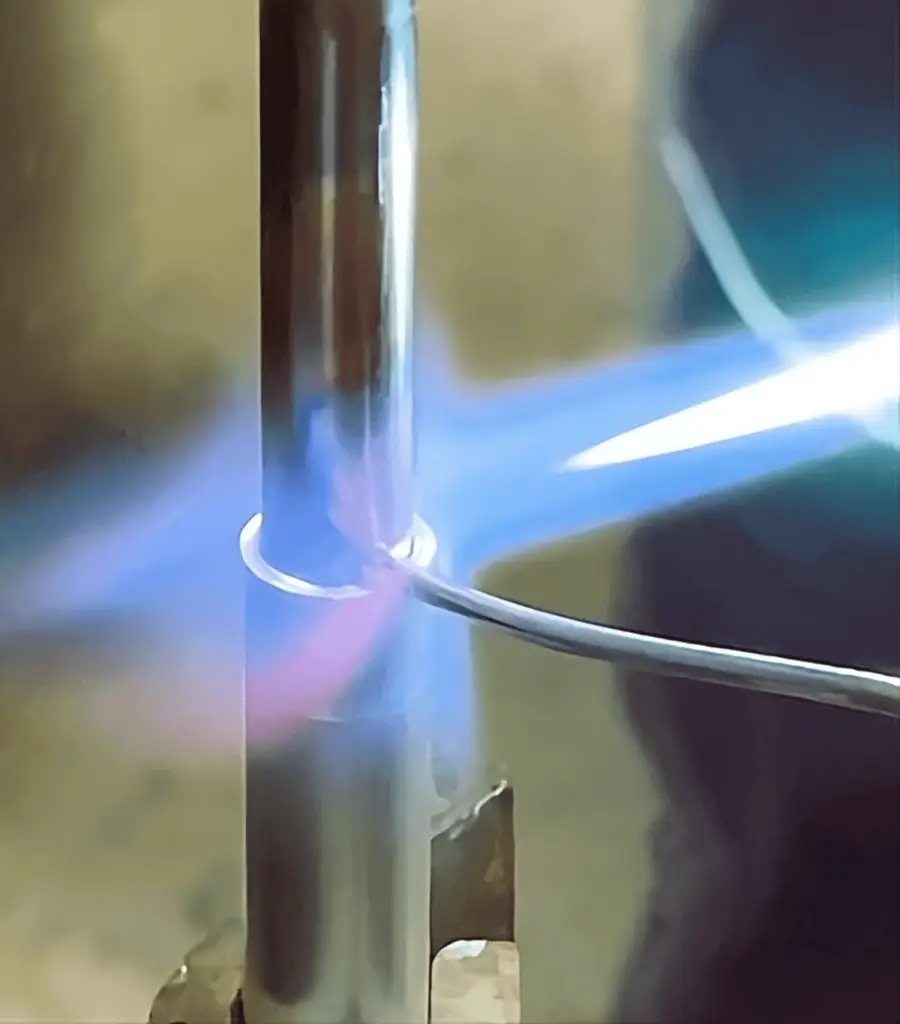
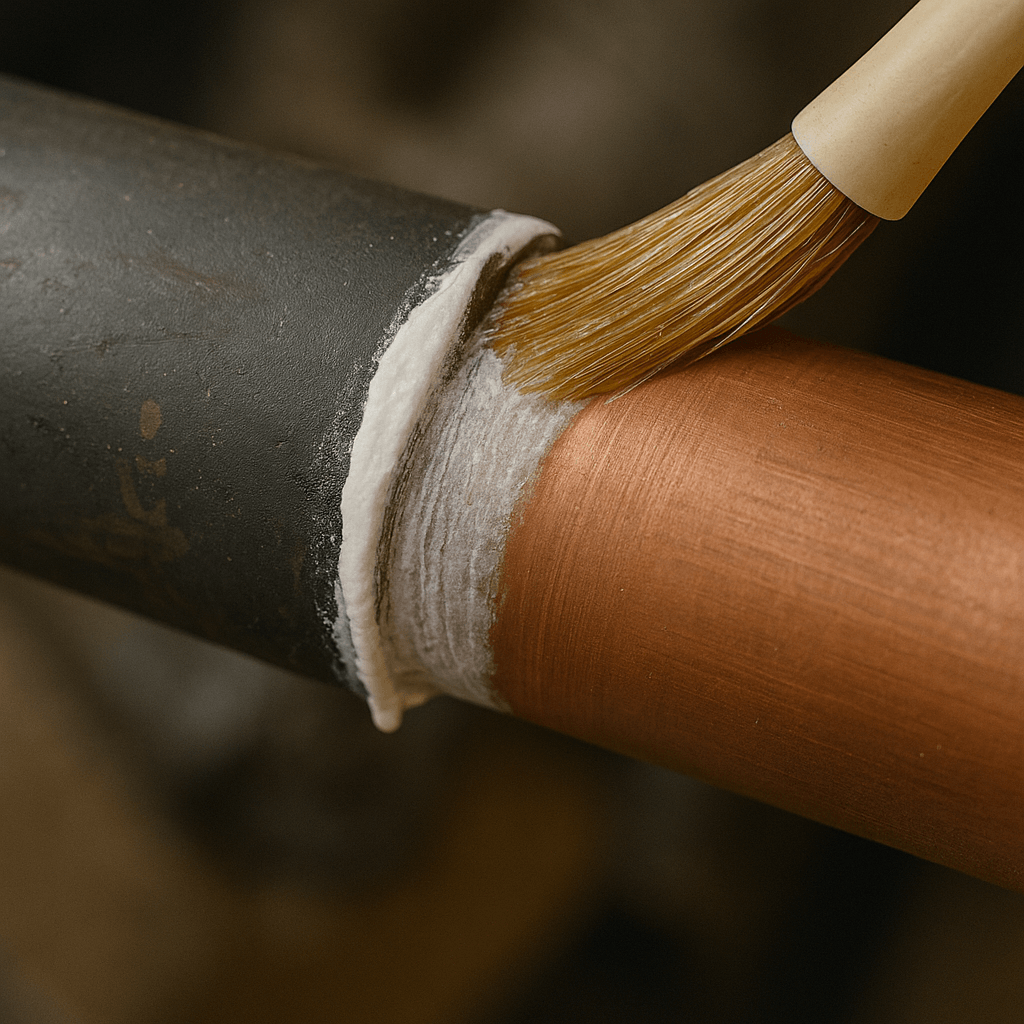
Brazing is a technique used to join two metal components using a filler metal (the brazing alloy) with a lower melting point than the base materials. Unlike welding, the base metals do not melt—only the filler metal does.
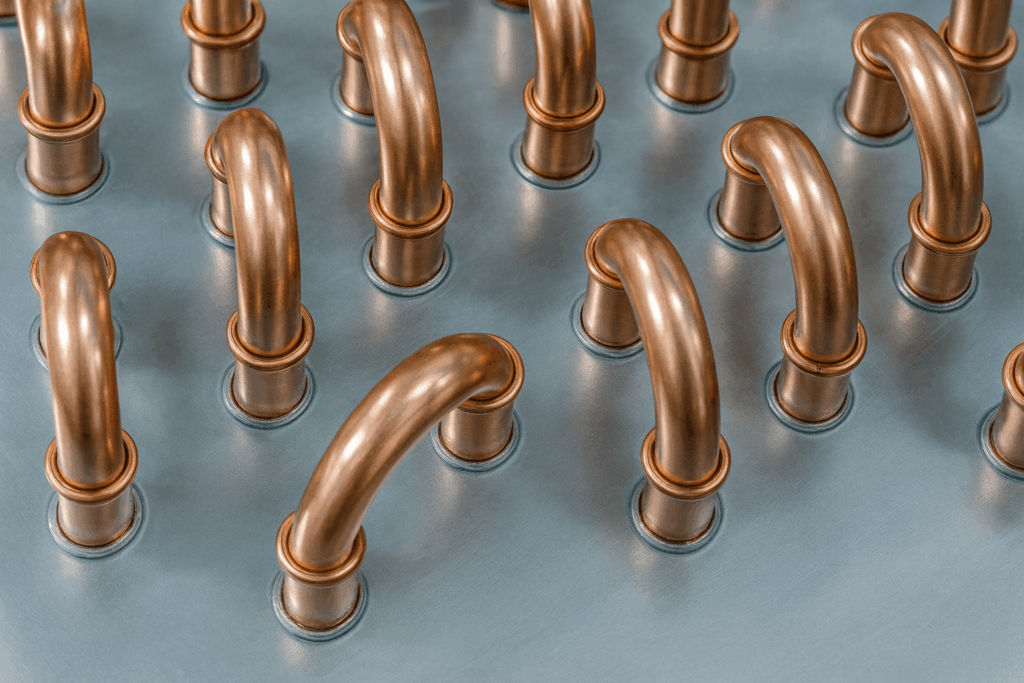
The method has been used for more than 5,000 years, dating back to ancient Egypt, where craftsmen applied it in the production of weapons, tools, artifacts, and jewelry. Today, brazing remains an essential joining technology used across modern industries including electronics, tooling, plumbing (HVAC), and the automotive sector.