
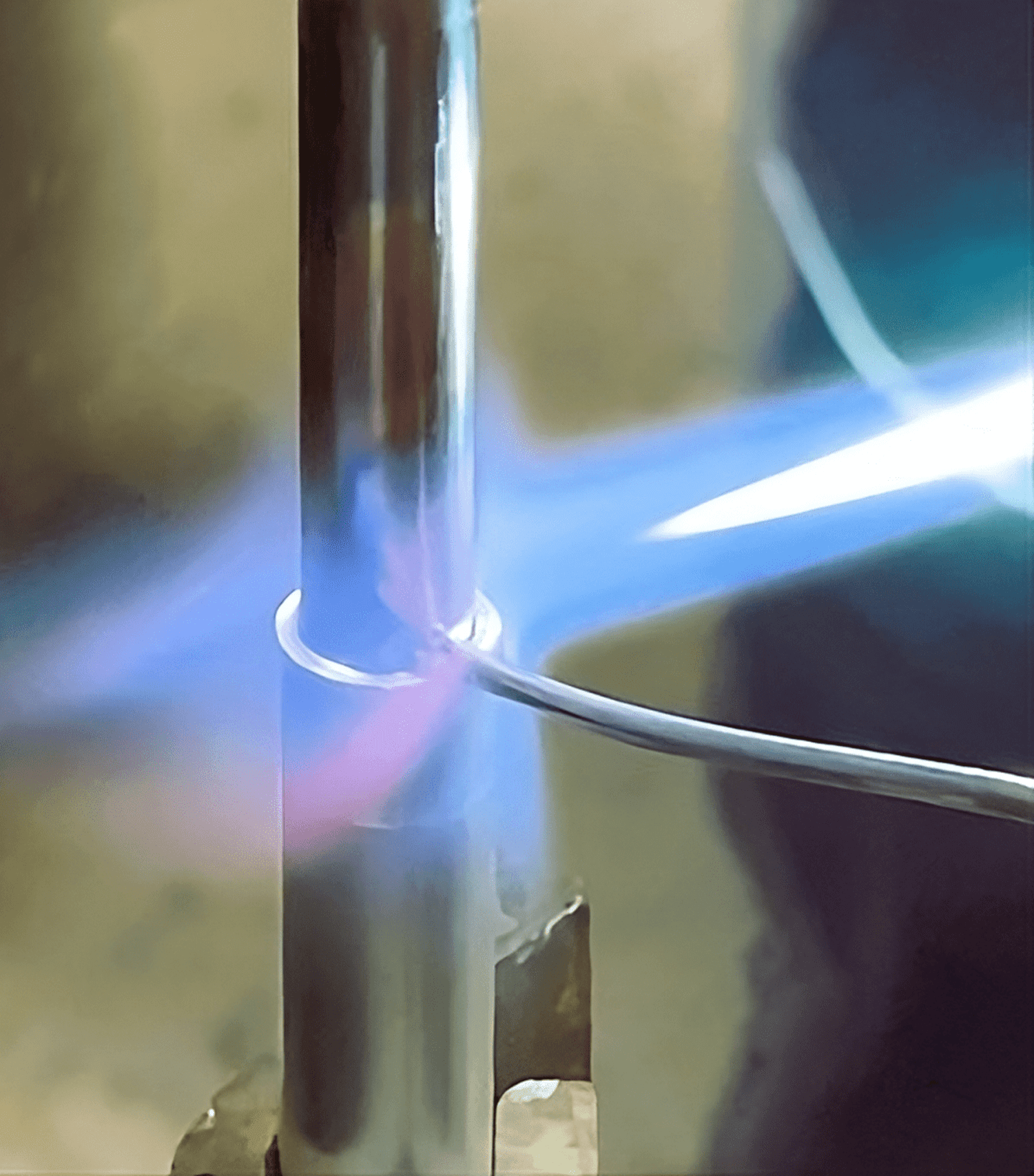
Lodning af stål-til-kobberrør
Hvad er lodning?
Anvendelse
Lodning er en teknik til at samle to metalemner via en metallegering (loddematerialet) med et lavere smeltepunkt end metalemnerne. Det er derfor ikke selve metalemnerne der smelter sammen som ved f.eks. svejsning men kun loddematerialet. Teknikken har været anvendt siden oldtiden, for mere end 5000 år siden, hvor egyptiske smede brugte teknikken i forbindelse med fremstilling af våben, værktøj, artefakter, samt dekoration af smykker. I dag bliver teknikken stadig brugt i smykkeindustrien, men også inden for elektronik-, værktøj-, VVS-, HVAC-, og bilindustrien er lodning en udbredt samlingsteknik.
Loddekategorier
Lodning kan inddeles i 3 kategorier:
- Blødlodning
- Hårdlodning
- Højtemperaturlodning
Blødlodning er kendetegnet ved en loddetemperatur på under 450°C, hvor loddematerialet typisk består af en tinlegering, såkaldt loddetin, som anvendes med opvarmning fra enten en loddekolbe eller gasflamme.
Hårdlodning er kendetegnet ved en loddetemperatur på 450-850°C, hvor loddematerialet typisk består af en legering af sølv og kobber, med opvarmning fra enten en gasflamme, induktionsspole, eller elektriskmodstand.
Højtemperaturlodning er kendetegnet ved en loddetemperatur på over 850°C, hvor loddematerialet typisk består af messing, kobber eller nikkel, med opvarmning i en loddeovn.
Afrensning
For at få succes med at lodde er det vigtigt at afrense metalemnerne inden loddeprocessen for at fjerne evt. støv, fedt eller olierester, samt at fjerne oxidlaget på overfladen af metalemnerne da dette dannes naturligt ved tilgang af luft.
Årsagen er at urenhederne vil danne et lag på overfladen af metalemnerne som forhindre loddet i at skabe en metallisk binding mellem metalemnerne (diffusion).
Afrensningen skal også ske i løbet loddeprocessen – her kan man f.eks. bruge et flussmiddel (flux), som er et kemisk produkt der binder sig til ilterne, og som fås i mange former som f.eks. pulver, pasta, væske eller som flusskerne eller coating af loddet.
Ved ovnlodning kan man i stedet lodde med en beskyttende atmosfære af gas (brint, argon, helium) eller i vacuum (lufttomt). Derudover findes der selv-fluxende loddematerialer (sølv/kobber/fosfor-legeringer) som kan anvendes til lodning af kobber-til-kobber uden brug af flux.
Efter loddeprocessen kan det desuden være nødvendigt at fjerne fluxrester ved enten sandblæsning, syrebehandling, eller med varmt vand, da mange flux’er er korrosive og derfor kan få loddesamlingen til at ruste.
Hvorfor lodde?
Før man går i gang med at lodde er det relevant at overveje om lodning er den optimale samlingsteknik. Der findes mange andre samlingsteknikker når det gælder metaller herunder svejsning (laser, TIG, MIG), limning, og diverse boltforbindelser.
Den primære årsag til at vælge lodning fremfor de andre samlingsteknikker er at lodning kan bruges til sammenføjning af metaller med forskellige smeltetemperaturer (modsat svejsning). Derudover er samlingen mere pålidelig over tid sammenlignet med f.eks. en boltforbindelse.
Hvis lodning er blevet valgt som den foretrukne samlingsteknik er det nødvendigt at overveje:
- Valg af loddemateriale
- Valg af opvarmningsmetode
- Valg af flux
- Loddesamlingens design
- Hvilke materialer der skal loddes sammen (er det muligt?)
- Krav til det færdigloddede emne (styrke, korrosionsmodstand etc.)
- Dikterende standarder (f.eks. blyfri lod til lodning af rør til drikkevand)
